Aluval, Centrados en la tecnología
Pionera en la adopción de nuevas tecnologías, Aluval cambia a las bombas en fase densa para la aplicación de pintura en polvo en perfiles de aluminio
Por: Francesco Stucchi, ipcm
En estos últimos años de retroceso del mercado mundial, las inversiones en nuevas tecnologías para mejorar la eficacia de los costos o ahorrar en materias primas son siempre insuficientes. Este ahorro, un efecto colateral muy valorado de las inversiones en la mejora de la calidad del producto, por muy alta que esta ya sea, puede aportar a la empresa una ventaja competitiva importante sobre el mercado de referencia cuando se es ambicioso.

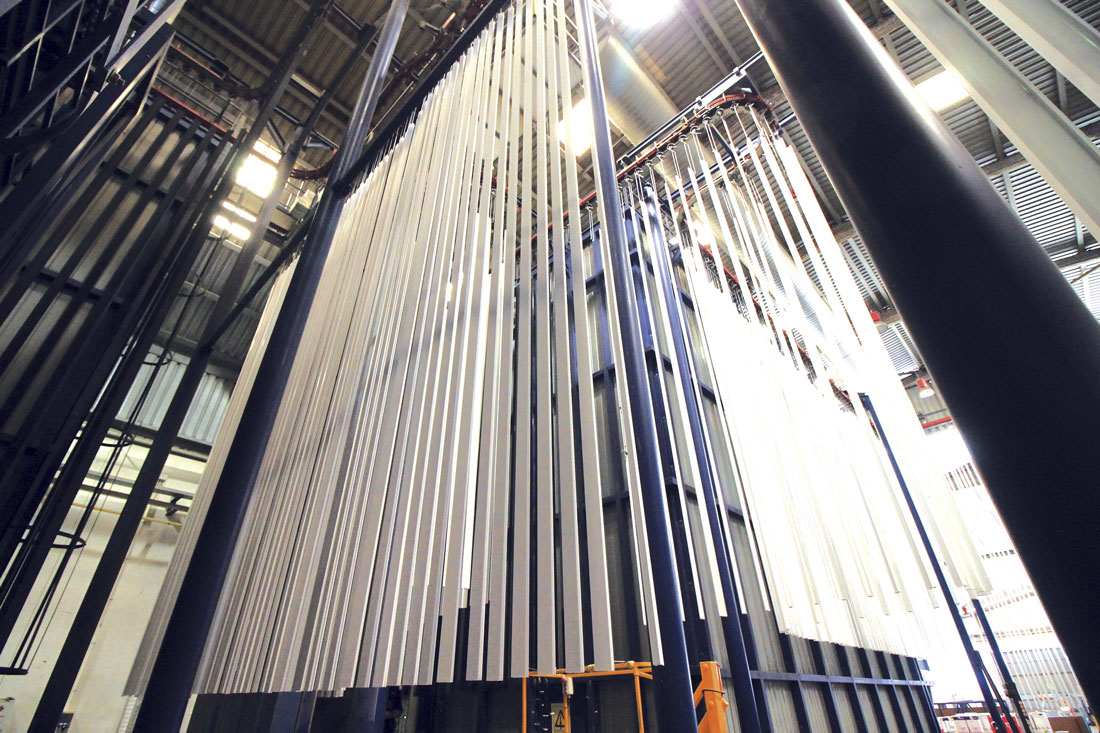
Este razonamiento ha llevado a Aluval, una de las principales empresas españolas dedicadas a proyectar, producir y distribuir perfiles de aluminio, a invertir en el cambio de la tecnología de aplicación de la pintura en polvo en su instalación vertical para perfiles (Imagen 1). La empresa ha abandonado la tecnología tradicional de aplicación de polvo con inyectores Venturi y ha optado por las nuevas bombas AP01 en fase densa de Gema y las correspondientes pistolas de pulverización (Imagen 2). Este cambio ha supuesto un gran aumento de la calidad del revestimiento de los perfiles porque, entre otras cosas, minimiza la jaula de Faraday, aumenta la velocidad de la línea y supone a la vez un interesante ahorro de pintura.

Aluval
Desde sus inicios en el año 1973, Aluval se ha caracterizado por su espíritu de superación y por su impulso emprendedor. La empresa aporta un valor añadido mayor a sus productos porque, además de proyectar perfiles de calidad comprobada, ofrece un servicio de asesoramiento técnico a sus clientes, sea cual sea el campo en que lo soliciten. En esto la empresa se distingue de la competencia: a través de su red de almacenes y de un personal altamente cualificado, apoyado por una tecnología informática avanzada, suministra una asistencia permanente durante el proyecto y desarrollo de cualquier tipo de proyectos.
Aluval nace en el año 1973 con un primer establecimiento en Valencia. En el año 1975, debido a su importante crecimiento, se traslada a Picaña, a las afueras de la ciudad, donde va desarrollándose hasta ocupar varias naves que actualmente ocupa su sede (Imagen 3).

En 1976 Aluval empieza su expansión fuera de la provincia de Valencia y abre establecimientos en Albacete y Alicante. Actualmente, la empresa tiene diversas delegaciones en todo el territorio español: Murcia, León, Barcelona, Jaén, Málaga, Mallorca y Mérida.

El proceso de producción
En 1999, Aluval inaugura su sección de extrusión con una prensa de 1800 toneladas y dos plantas horizontales de pintura. En el año 2003, debido a un aumento notable en el volumen de los pedidos de perfiles industriales de aluminio, Aluval inicia un plan ambicioso de inversión que comienza con la introducción de una segunda prensa de extrusión de 2800 toneladas (Imagen 4). Este plan sigue con la introducción de una máquina de sublimación para los acabados de efecto madera, una planta vertical de pintura y una máquina para el montaje de perfiles con rotura de puente térmico.
Las inversiones prosiguen también en 2017, con la sustitución de la máquina de sublimación por una nueva planta de alta velocidad y con el cambio de todo el sistema de distribución y aplicación de pinturas en polvo de una de las dos cabinas de la planta vertical, ya de Gema, con la tecnología más avanzada y de última generación de la empresa (Imagen 5).


La pintura: un factor clave de calidad
«Las cabinas de nuestra planta vertical ya estaban dotadas de toda la tecnología Gema de aplicación de polvo», comenta Simón González, director de producción de Aluval (Imagen 6). «La inversión ha consistido en una actualización de la tecnología en la cabina de pintura en blanco, pasando del sistema de inyectores Venturi para el transporte del polvo hasta las pistolas a las nuevas bombas en fase densa con tecnología Smart In Line, y el correspondiente cambio de pistolas, de la generación PG2-A a las GA03 (Imagen 7) y de la central de polvo, con el nuevo Opticenter (Imagen 8). El nuevo sistema funciona desde hace algo más de dos meses, por lo que aún estamos en periodo de prueba, pero enseguida se han visto los efectos: la penetración del polvo en los perfiles es mayor, la aplicación es mejor, ha mejorado el aspecto estético del recubrimiento y, evidentemente, el ahorro en polvo es importante».

«Con la central de polvo cerrada herméticamente que utilizamos ahora no tenemos ninguna fuga de polvo. Además, en el momento de aplicarlo, el polvo crea una nube más blanda, con una eficacia de transferencia mejor, que implica un ahorro de polvo que podemos cuantificar actualmente entre un 8 y un 10 %, sin contar el aumento en la velocidad de la cadena, cercano al 30%, de 1,30 m/min a 1,60 m/min», interviene Balbino Navarro, responsable de pintura de Aluval. «La nueva tecnología nos permite pintar mejor con mayor facilidad y por ello a mayor velocidad. Cuando empecemos a pintar lotes mayores podremos cuantificar mejor las ventajas y el ahorro que nos supone la tecnología en fase densa, pero el aumento de la velocidad en la cadena es un hecho ya real».

Interviene José María Espada, técnico comercial de System Pulver, el distribuidor oficial de Gema para España. «Aluval ha pasado de un control analógico de las pistolas a uno digital con módulos individuales que permite regular también la electrostática, un parámetro sobre el que, con el antiguo sistema de control, no se podía intervenir y la regulación de corriente es mucho más eficaz (Imagen 9). La tecnología Smart in Line de nuestra bomba en fase densa, además, permite un flujo lineal del polvo hasta la pistola, y aporta una calidad del recubrimiento muy alta y un ahorro de pintura importante. Para Aluval se trata de un cambio más bien grande desde el punto de vista de la tecnología y de su eficacia, pero muy pequeño desde el de la operatividad».

Ventajas: una calidad excelente
La planta vertical de Aluval, proyectada e instalada por la empresa SAT de Verona, permite la pintura de perfiles de hasta 7 metros de largo (Imagen 10).

«De momento, el cambio de tecnología se ha limitado a la cabina de pintura en blanco (Imagen 11), pero la idea es de extenderlo también a la cabina de aplicación en colores donde actualmente realizamos cerca de 10 cambios de color diarios», continúa Simón González.
«Con la nueva tecnología Gema, tenemos previsto aumentar el cambio de color hasta 15 o 20 veces diarias con un tiempo de duración del cambio de entre 5 y 10 minutos», explica Balbino Navarro. «Estamos acabando la prueba en la cabina del blanco. En cuanto esté plenamente operativa y a rendimiento completo, nos dedicaremos a la actualización del sistema de aplicación en la otra cabina».«Más allá del ahorro en la operatividad que ya hemos citado, las principales ventajas obtenidas al introducir esta tecnología de última generación es la calidad del acabado», afirma Simón González. «Ahora logramos acceder mejor a las partes ocultas de los perfiles, minimizando la jaula de Faraday. Es un tema de calidad más que un ahorro de costos operativos. Sabemos que hemos sido de las primeras empresas en introducir esta tecnología, sobre todo en el sector de los perfiles de aluminio, porque Aluval es una empresa pionera. También lo fue al eliminar la cromatización: fuimos de las primeras empresas españolas que se pasaron a un tratamiento previo sin cromo, hace ya más de 10 años. Ahora hemos elegido ser pioneros en el paso a las bombas en fase densa para la aplicación de polvo y debo decir que estamos muy satisfechos, aunque hace solo un par de meses que usamos esta tecnología».
Conclusiones
«En el año 2016 hemos pintado cerca de 1 400 000 toneladas de perfiles. Nuestro mercado ha sido tradicionalmente el de la edificación. Debido a la fuerte contracción de este sector desde el año 2007, ahora el 50% de nuestra producción es de perfiles para la industria, mientras que la parte de la edificación se destina sobre todo a la exportación. Por ello el acabado es tan importante para Aluval: debemos respetar las más diversas especificaciones de proyectos de todo el mundo», concluye Simón González.
«Siempre hemos invertido mucho en los acabados, introduciendo también el efecto madera e invirtiendo en la actualización de este proceso, aunque constituya solo un 10% del volumen total de nuestra producción. Gracias a System Pulver hemos encontrado la mejor solución para aumentar la calidad del acabado de nuestros perfiles. Estamos muy satisfechos porque, desde el punto de vista de la calidad, el producto ha experimentado un salto importante. Actualmente pintamos perfectamente, a una velocidad mayor, perfiles que hasta hace poco nos daban muchos problemas de pintura porque creaban jaulas de Faraday complejas. Puedo afirmar con toda tranquilidad que la inversión ha merecido la pena, incluso porque ha tenido el efecto colateral de ahorrar entre un 8 y un 10% de polvo y, tratándose de poliéster para la edificación el ahorro es significativo».