BONDERITE M-NT 65000 AERO, la alternativa a Alodine 1200*
El producto Alodine 1200*, recientemente renombrado como BONDERITE M-CR 1200 Aero, es un producto de referencia aún muy utilizado para el tratamiento del aluminio en los campos de la aeronáutica y militar. Este producto contiene trióxido de cromo, que figura en la lista de sustancias extremadamente preocupantes (SVHC), y se habría prohibido definitivamente en Europa si los diferentes actores de la cadena de aprovisionamiento no hubieran presentado solicitudes de autorización. El RAC (comité de evaluación de riesgos) y el SEAC (comité de análisis socioeconómicos) han emitido un dictamen definitivo en relación con la autorización de utilización del trióxido de cromo en el tratamiento de superficies, con la limitación de las duraciones de uso en función del sector de actividad. Estas autorizaciones están subordinadas a la concesión que debe otorgar la Comisión Europea y están limitadas a ciertas utilizaciones y a un período de reexamen. La empresa Henkel desarrolló, hace más de una década, un producto de primera generación para la sustitución de los cromos hexavalentes: el Alodine T 5900. Este producto a base de circonio y cromo trivalente ha sido homologado con una gama de preparación a base de ácido sulfocrómico y no se puede vender fuera de Norteamérica por motivos de patente.
Gracias a su experiencia en el campo de las conversiones químicas y a su presencia en los sectores aeronáutico y militar, Henkel ha desarrollado un producto de segunda generación, con mejor rendimiento que el primero tras su preparación sin cromo hexavalente y comercializable a nivel mundial. La sustitución del CrVI es uno de los temas principales debatidos en el congreso internacional Surfair 2018.
Ventajas del método BONDERITE M-NT 65000 AERO
Los revestimientos a base de cromo trivalente son en general de menor rendimiento que aquellos a base de cromo hexavalente por medio de una propiedad intrínseca a esta última: el catión Cr6+ es altamente oxidante. Los rendimientos avanzados del método BONDERITE M-NT 65000 AERO se deben principalmente a tres razones, siendo la primera la preparación de la superficie antes de la conversión. La complejidad de la sustitución de las conversiones a base de cromo hexavalente radica en la transferencia de la potencia oxidante de la conversión en la preparación de superficie. En efecto, las conversiones sin cromo hexavalente cuyo pH está comprendido en general entre 3,5 y 4,5 y que poseen un débil efecto oxidante, no permitirán compensar una preparación incorrecta. Se recomienda, por tanto, un decapante fuertemente oxidante, concentrado en ácido nítrico, para mejorar el blanqueo, y que contenga fluoruros para permitir una ligera agresión del sustrato y reducir en la superficie la presencia de elementos de aleación tales como el cobre o el zinc. Se ha demostrado que un blanqueo con una tasa de ataque baja no permitirá la obtención de los resultados anticorrosión deseados para las aleaciones «complicadas»». Las otras ventajas del método residen en la misma composición del producto: la alta concentración de cromo trivalente en el producto conlleva un depósito importante de esta sustancia en la superficie de aleación, siendo la proporción molar Cr/Zr de la capa a la superficie es ampliamente superior a 1 (figura 1).
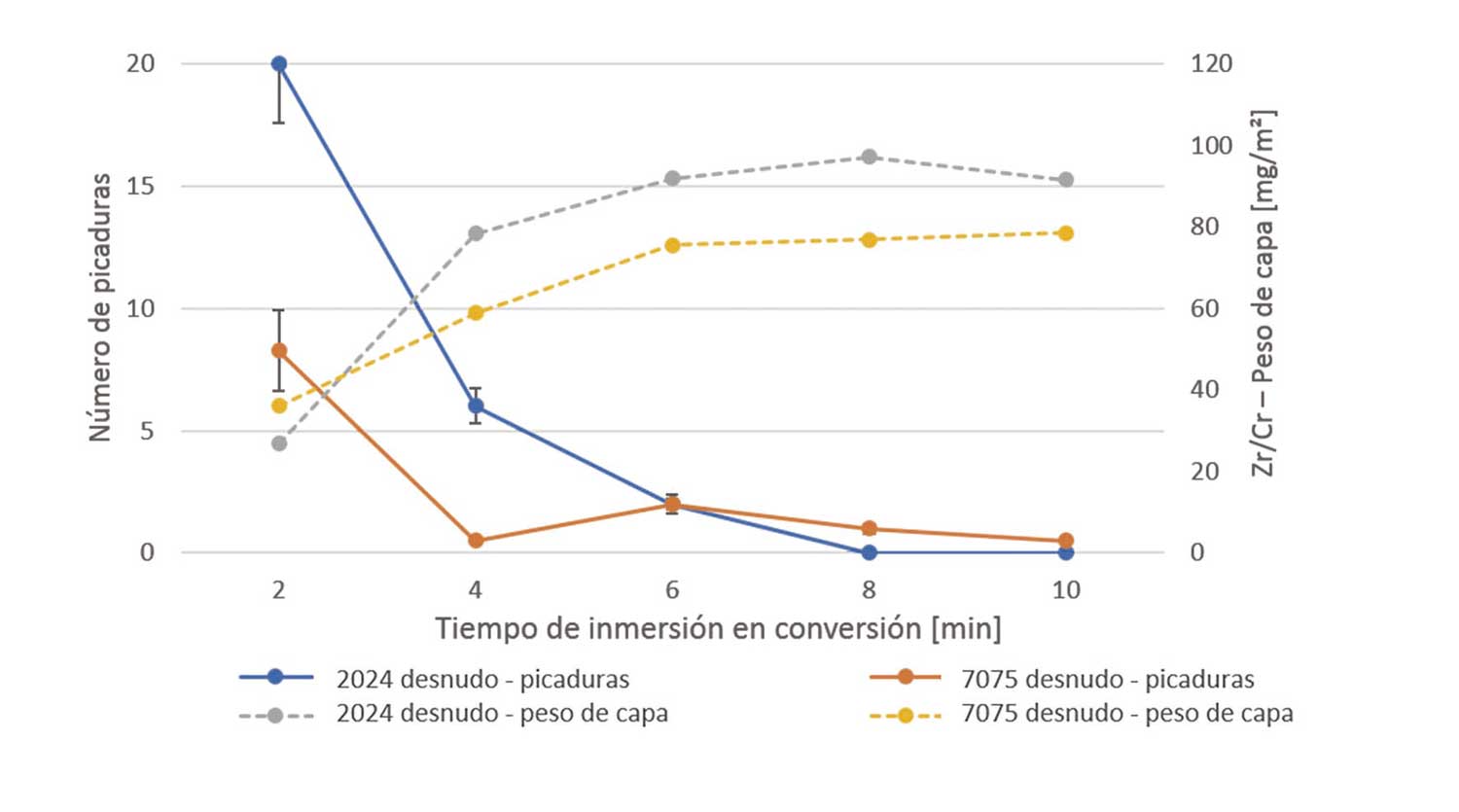
Finalmente, el producto BONDERITE M-NT 65000 AERO contiene compuestos que permiten complejar el cobre y el zinc presentes en la superficie y satisfacer la mayoría de los requisitos sobre aleaciones de las series 2000 y 7000.
Proceso de aplicación
El método recomendado para el uso de BONDERITE M-NT 65000 AERO es una secuencia de 3 o 4 baños activos: un desengrasante no agresivo (preferiblemente un desengrasante sin boro ni silicato por motivos de QHSE, por ejemplo, BONDERITE C-AK 6849 Aero), un decapante ácido (agresivo) y la conversión. Puede añadirse un decapante alcalino de base sódica después del desengrasante para ciertas aplicaciones y si la línea lo permite (figura 2).
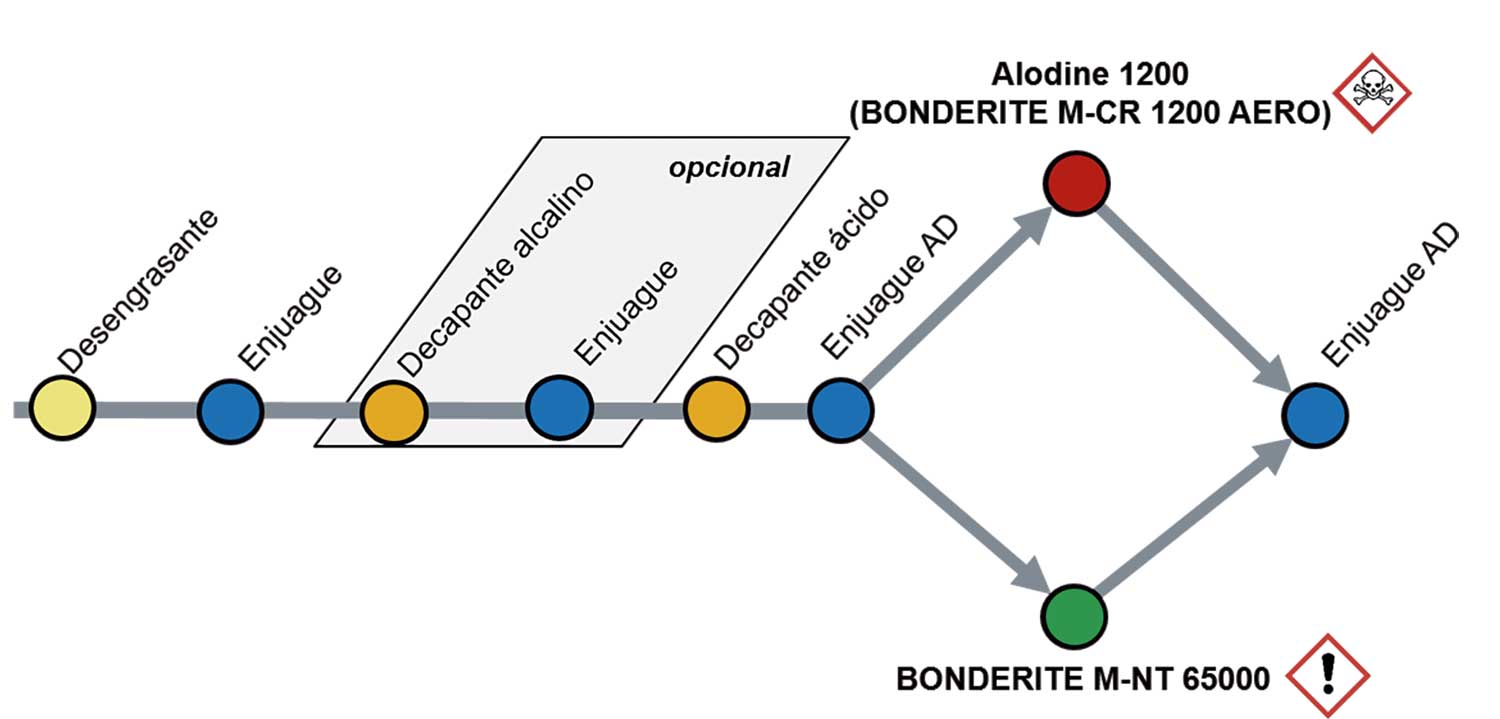
Si se compara con BONDERITE M-CR 1200 Aero, el nuevo método no exige el uso de baños complementarios. Evidentemente, los parámetros en los diferentes baños deben adaptarse en función de las aleaciones y del método de transformación (laminado, mecanizado o fundición) para obtener unos resultados óptimos. Un método simplificado resultará especialmente aconsejable para el tratamiento de aleaciones de las series 5000 y 6000, mucho más simples de tratar que las aleaciones que contienen zinc o cobre.
Un método industrializado
El método BONDERITE M-NT 65000 AERO permite obtener resultados anticorrosión, respondiendo a los requisitos más exigentes, tal como señala Pascal Thomas de la empresa Modertech Industries: «La industrialización del método BONDERITE M-NT 65000 AERO» nos ha permitido obtener unos resultados similares a BONDERITE M-CR 1200 Aero, es decir, menos de 5 picaduras por dm² después de 336 horas de niebla salina en las aleaciones 2024 y 7075, mecanizadas y laminadas. Verificamos actualmente la robustez del método y contamos con desarrollar esta gama en breve».
En términos de resistencia eléctrica, los resultados dependen de la preparación y del espesor de la capa de conversión, como en el caso de BONDERITE M-CR 1200. Si el peso de la capa es menor, la resistencia eléctrica obtenida será en general también menor. Los análisis realizados según la norma MIL-DTL-81706b y, por tanto, con probetas 6061-T6, dan unos resultados muy inferiores a los criterios de aceptación del orden de (<5 a 10 m /in²). La adherencia de la pintura es asimismo un aspecto primordial del tratamiento. Aunque el objetivo principal es la protección sin pintura, muchas piezas serán lacadas posteriormente. Es, por tanto, importante conseguir una excelente adherencia de la pintura. Las mediciones efectuadas con goniómetro en las probetas tratadas con BONDERITE M-NT 65000 dan unos resultados de tensión superficial próximos a 72 mN/m: la tensión superficial del agua. Este valor disminuye ligeramente al cabo de unos días, lo que muestra que es importante aplicar la pintura rápidamente después del tratamiento, pero permanece de todas formas alto.
BONDERITE Viewer
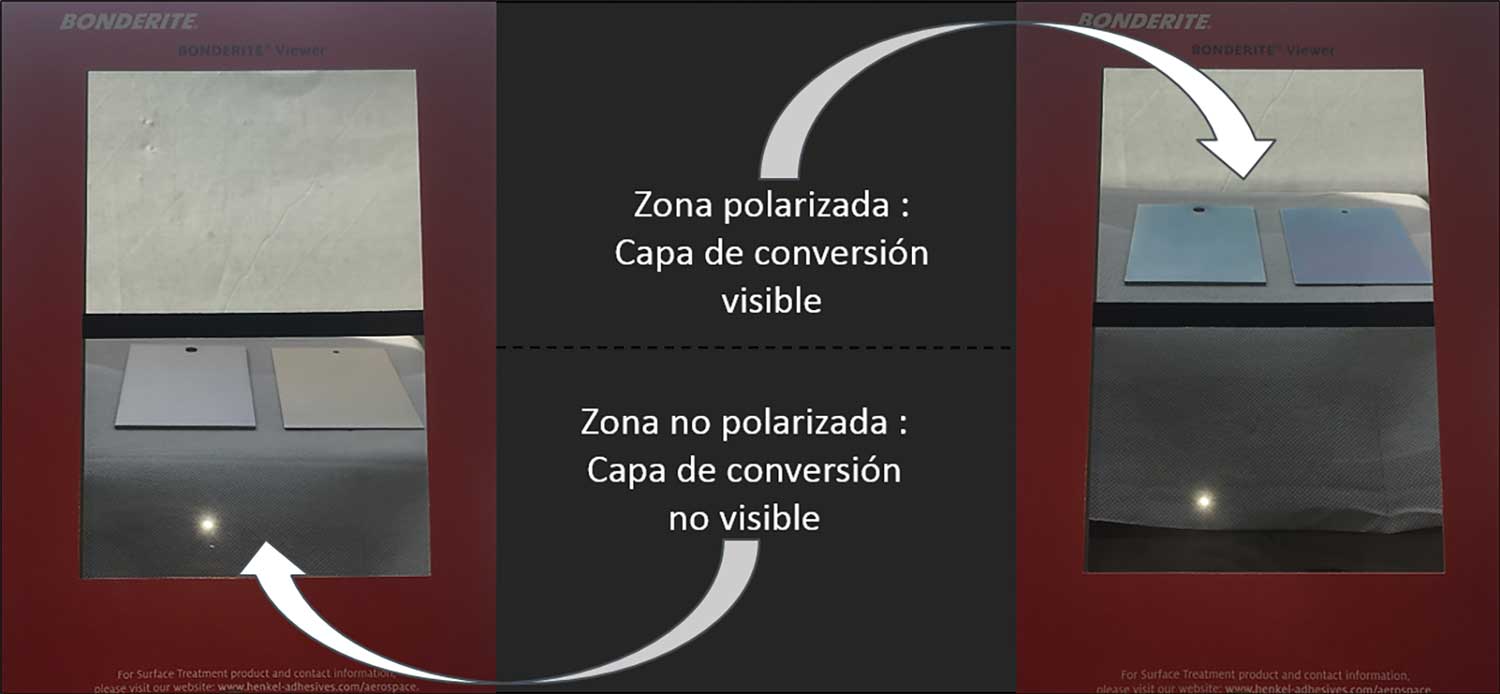
Las capas a base de cromo trivalente y zirconio son iridiscentes: el tratamiento será ligeramente visible a la luz, pero no presentará coloración. El BONDERITE Viewer se ha concebido, por tanto, para amplificar esta iridiscencia y dar color a la capa a través de un filtro polarizante (figura 3). Esta técnica funciona especialmente bien con las series 2000 y 7000 y presenta la ventaja de ser rápida y no destructiva. Existen otras técnicas para exponer la capa de conversión existente: la espectroscopia XRF indica exactamente la tasa de cromo trivalente y de zirconio en la superficie de la pieza, pero necesita realizar un «blanco» (medición anterior a la aplicación de la capa). El ensayo de la gota revela la presencia de zirconio y, por tanto, de tratamiento, pero esta técnica es destructiva. La solución BONDERITE M-NT 65000 AERO está en proceso de homologación de pruebas en el caso de la mayoría de prescriptores de los campos aeronáutico y militar y varios subcontratistas ya lo utilizan tanto en Francia como en el extranjero.
La obtención de la homologación MIL-DTL-81706b dará un impulso a esta solución que satisface todos los requisitos para sustituir con el tiempo el cromatizado.
Retoque al cromo trivalente
La normativa europea REACh tendrá también un impacto en las soluciones de retoque a base de cromo hexavalente, especialmente BONDERITE M-CR 1132 Aero. Para afrontarlo, Henkel ha desarrollado métodos y productos a base de cromo trivalente. BONDERITE M-NT 65000 AERO puede aplicarse con pincel o tampón siguiendo un método perfectamente definido. Existe también un bolígrafo para aplicar retoques: BONDERITE M-CR 871 Aero (Figura 4), a base de cromo trivalente. Como todos los productos de retoque, el resultado final dependerá del seguimiento estricto del método de utilización y del operario. Para un uso correcto de la solución, los resultados de corrosión superan las 336 horas de niebla salina en las aleaciones 2024-T3. Este producto cuenta con la homologación MIL-DTL-81706b de clase 1A y 3. Las soluciones de tratamiento BONDERITE, una de las marcas de Henkel, reconocidas por su fiabilidad, su durabilidad y sus resultados contrastados, aportan una ventaja competitiva real a los procesos de producción de nuestros clientes, adaptándose a la evolución de sus necesidades gracias a nuestra experiencia técnica, accesible a nivel mundial.
